GDS Engineering is pleased to announce its participation in the 2025 Maritime Education and Training (MET) Workshop, jointly organized by the International Association of Maritime Universities (IAMU) and the Maritime Industry Authority (MARINA). The event brought together representatives from 79 Maritime Higher Education Institutions (MHEIs) across the Philippines, including university leaders, deans, program heads, and academic directors, along with international experts from Croatia, India, Japan, Sweden, and Türkiye.
Recognized as one of the region’s most influential platforms for enhancing competence based maritime education, the workshop facilitated meaningful discussions on strengthening training standards, developing academic capacity, and integrating innovative instructional methodologies into MET programs.
Presentation by Dr. Ismail Cicek
During the workshop, Dr. Ismail Cicek, Associate Professor at Istanbul Technical University and General Manager of GDS Engineering, delivered a well-received presentation titled:
“Future-Proofing Marine Engineer Competence: Integrating Objective and Collaborative Assessment through Engine Room Simulation.”
His session highlighted how next-generation training technologies, particularly the SERS™ Engine Room Simulator developed by GDS Engineering, can support MET institutions in:
enhancing individual competence through objective, automated performance assessment;
strengthening team-based skills such as communication, situational awareness, and resource management;
aligning training practices with STCW 2010 and IMO Model Course 2.07 requirements;
providing realistic full-mission environments for collaborative decision-making and emergency response;
expanding technical proficiency via advanced engineering, malfunction, and risk-management exercises.
Global Trends in Simulation Based Maritime Education
The strong interest shown by participants in simulation-based training demonstrated a global rise in digital, data-driven, and collaborative approaches within maritime education. This aligns with the increasing demand for immersive, technology-enhanced learning environments that prepare marine engineers for modern operational challenges.
At GDS Engineering, we value the role of advanced training technologies in strengthening maritime education. We are pleased to contribute to initiatives that help improve training quality, support competence development, and promote safer and more effective engineering operations in the maritime industry.
For further information about our simulation technologies or international collaborations, please contact us.
MIL-STD-810H, US DOD Test Standard, starts with a meaningful phrase at the beginning paragraph of each of the 29 test methods: “Tailoring is Essential.” Understanding what this means and how to tailor the test methods for specific equipment’s specific platform applications is crucial, considering the platform, mission, and environmental requirements.
Develop Your Test Plan Early!
MIL-STD-810H is a huge guide for testing military equipment for military platforms. This means the described tests must be tailored to fit into your equipment’s intended functions and for the targeted platform use. For this reason, tailoring is essential for developing a test plan for 810 testing. And therefore, developing a test plan for testing of your equipment per MIL-STD-810H may take between 1 month to 6 months, easily. We strongly recommend that you don’t wait until the end of the development phase to complete your test plan. Rather, the test plan must be developed as early as possible, in the initial stage of the project, even before design-level efforts start.
There several reasons of completing a test plan early, some of these are:
The specific tests to perform affect your design. Designers must know the test parameters when selecting solutions, such as test type, procedure, limits, and durations.
A test plan should be completed and used for presenting it to the customer and stakeholders. Early agreements on the tests help identify your design limits early.
For developing a MIL-STD-810 environmental qualification test plan, following specific studies must be done:
Selection of test methods and rationale
Selection of procedures and test type
Equipment to use
Identifying the test limits and durations
Developing a detail test procedures and associated forms
We study the Operational Requirements and Life Cycle Environmental Profile for your equipment and develop test requirements. If a Concepts of Operations (CONOPS) document does not exist, we create one or use the available information to establish an operational requirements document. With this study, the tests selected, methods, procedures, and envelopes to use become specific for testing your equipment. Unlike other test plans, developing a test plan for MIL-STD-810 testing may take 1 to 6 months.
For your military equipment, we develop test requirements, environmental test plans and test reports, with a research and study with the followin order:
We first develop test requirements by identifying
equipment characteristics, functions, modes, and other specifics
platform requirements
applicable equipment specs
equipment’s installation zone in the platform
relevant rules and regulations
relevant test standards
other applicable standards
test tailoring considerations: Environmental and Mission Profiles
And develop TEST REQUIREMENTS
Just so you know, the test requirements may include tests from other standards. For example, Fire Flammability testing may be required for your equipment, which is not included in MIL-STD-810.
Test requirements are list of the requirement statements and rationale.
Then, we develop Test Plan accordingly. When test plan is complete, that is when the test budget could be recommended.
Tailoring Considerations
A Generalized Task Statement for Tailoring: Consider the environmental effects. An example list is provided below. Develop exposure curves considering exposure scenarios. Use/develop a CONOPS document and generate a Life Cycle Environmental Profile (LCEP) for this.
Environmental effects (temperature, humidity, icing, etc.) on the equipment in different operational modes: transportation, operation, and stand-by. Consider these effects with scenarios and develop exposure curves.
Equipment vulnarabilities under the environmental/operational conditions.
Effects caused by the platform operations (vibrations, shock, etc.)
The effect due to the platform environment; various conditions in the section the equipment will be operating. For example, the equipment might be exposed to fluid contamination in the section where it will be installed.
Equipment’s effect to the environment and systems (EMI, vibrations, fluid contamination, fire and flammability, etc.)
Consider risks of operational breakdowns with “what if” scenarios.
How does the Life Cycle Environmental Profile (LCEP) affect the test procedures?
LCEP should be developed for selecting the levels and durations of environmental tests, especially those that include climatic data.
For each test method, each state or mode, such as transportation, operation, and storage, should be considered. Transportation can be either logistics or tactical transportation. For example, suppose military equipment will be transported by commercial aircraft. In that case, the vibration test should use the commercial aircraft’s vibration spectrum. In contrast, if the equipment will be transported by a military vehicle in the field, the transportation should consider the vibration spectrum of that vehicle.
Equipment that is directly exposed to the external environment should consider the meteorological data provided in MIL-STD-810H Part I and Part III as well as MIL-STD-310 and AECTPs.
Equipment that is not directly exposed to external environment should consider internal conditions, considering the maximum levels and duration of exposure.
How does Mission Profile affect the test procedures?
Equipment’s modes and the durations to exposures could only be identified with clearly specifying the mission profile for the equipment.
Your equipment, for example, could be a device that must demonstrate the fire resistance. In that case, it is important to understand the aircraft fire zones and applicable procedures. For this, we not only review the test standard but also FAA/EASA documents to fully understand the described requirements and specs to develop a test case and procedure.
Risk analysis is another consideration.
The results are not always pass or fail. We perform risk analysis to demonstrate and recommend alternate methods to pass if the result is negligible. We recommend design changes based on similar equipment tests or results for items that do not pass the tests. MIL-STD-882 provides the basic methodology for implementing risk analysis for this purpose.
Contents of an Environmental Qualification Test Plan
Systems engineering personnel appointed to develop a test plan must include the considerations explained in the paragraphs above. A test plan should be formatted such that it should generally include the following areas:
Purpose statement.
An introduction providing scope and background.
A description of the test article, its components, and how it operates.
A description of test requirements, including information for any deviation from this document due to the applicability of the requirements.
Test setup, functional performance procedures, support equipment and facilities to be used.
Specific safety concerns that the test article may pose during the tests along with risk mitigation plans in accordance with (IAW) organizational safety policies and procedures.
Any planned on-ground or in-flight form, fit, and function checks.
Performance or physical susceptibility criteria.
List of reports to be generated.
A test schedule.
Referenced documents.
Phases of an Environmental Qualification Test Project
Additionally, if the project includes phases of the test and evaluation process, they should be included in a separate section, which may be called “Test Process and Phases.” For example, a test project may be divided into three section:
Planning Stage: Plan to aim to complete the test plan early!
Baseline/Performance Assessment: The baseline assessment also helps the personnel familiarize themselves with the equipment and prepare a test plan and forms while executing the tests.
Verification of the key performance parameters to measure with tolerances
Perform Quick Evaluations – no need to proceed if specific criteria are not met!
If this step is performed with an expert team (Integrated Product Team) and users or user representatives, many potential issues can be solved before starting the physical tests, which can save time, effort, and money.
Ensure the configuration of the item in its actual platform is defined with limitations.
Quickly evaluate the equipment for the test methods, i.e., acceleration, vibration, contamination by fluids, temperature, solar radiation, etc. In many projects, we have identified issues that would happen during the tests.
Identify the human interface items. Those items must be assessed, i.e., per MIL-STD-1472 Human Factor Assessment.
Review the design and ensure that additional test standards are included due to the equipment’s design specifics, i.e., equipment with textile should be evaluated with other mil specs (type “textile” in Assist quick search tool). Although it is a colossal test standard/guide, MIL-STD-810H does not include many tests that may be required based on the equipment’s specific mission and its design specifics. Another example is that equipment must be tested for fire flammability, which is not included in MIL-STD-810H. These examples can be increased to being too many!
Test Phase: The test plan should include the test method, standards to use, a summary of specific procedures tailored to its mission and Life Cycle Environmental Profile (LCEP), test criteria for each test method, test locations, and approximate test schedule. All lab tests are considered verification tests as per the systems engineering processes.
Validation Tests: Any ground or flight, road, or seakeeping tests implemented with the user’s involvement in the operational environment.
Reporting: Test results must be evaluated for risks and limitations. A risk assessment may be accommodated for any unexpected test results using MIL-STD-882. The test report must include
GDS MIL-STD-810H Training (Online or Onsite)
Our team has experienced test managers, Certified Verification Engineers (CVEs), and subject matter experts. If not, we will propose the appropriate team, but we will fully manage the project. In our team, Dr. Ismail Cicek worked in several test locations in the USA and Turkey and is still managing a test facility called the Marine Equipment Test Center (METC) in Tuzla, Istanbul. He has completed over fifty test projects in the USA test labs where he worked and is now more in numbers at METC and the METC personnel.
Why should you take MIL-STD-810H training from Dr Ismail Cicek and his team?
GDS Engineering R&D provides MIL-STD-810H training online or onsite. Performing operations in various parts of the world, we have provided this course to defense industry strategists, leaders, program managers, project managers, designers, and test engineers for over 15 years. With a lengthy background in test projects for DoD platforms, Dr. Cicek, the principal lecturer for this training, explains the tailoring process and concepts with specific application examples.
This course provides information and knowledge of experience on how to develop Concepts of Operations (CONOPS) document and Lice Cycle Environmental Profile (LCEP) to derive operational, therefore, test requirements for the Equipment Under Test (EUT). Understanding the tailoring part of MIL-STD-810H is the most important aspect of this test standard training for the following reasons:
Although labeled as a “standard,” MIL-STD-810H is a “guide.” Therefore, MIL-STD-810 is a standard that is close to a GUIDE, whereas most other standards are close to a SPECIFICATION.
Developing a test plan for MIL-STD-810H equipment testing might be confusing and time-consuming. Understanding the tailoring process helps you narrow down your test requirements rather than just following a standard.
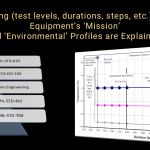
Training will explain why and when the CONOPS document is needed and how test requirements are established. It will also give a good knowledge of the EUT’s Mission and Environmental profiles. These are all covered by presentations and specific product examples discussed during the training sessions.
In test method discussions, the instructor discusses “what items” (i.e., test levels) and “how” they will be tailored with specific examples.
Test methods, such as temperature, humidity, and temperature shock, require the establishment of mission and environmental profiles to successfully determine the test levels, durations, and pass or fail criteria.
GDS Engineering R&D, Inc. is a leading provider of MIL-STD-810H training, offering comprehensive courses designed to equip professionals with the knowledge and skills necessary to navigate the complexities of this crucial military standard. MIL-STD-810H focuses on environmental qualification testing for military platforms and defense equipment, ensuring reliability, durability, and successful product development. Our courses cover a wide range of topics, from fundamental concepts to advanced techniques, including shock, vibration, temperature, humidity, altitude, salt fog, dust, rain, fungus, acceleration, transportation, and operational testing.
A key aspect of our MIL-STD-810H training is the emphasis on Tailoring Methodology for MIL-STD-810. Participants learn how to effectively apply tailoring techniques to develop accurate Life Cycle Environmental Profiles (LCEP) and Mission Profiles for specific equipment and operational scenarios. This ensures that testing is relevant, efficient, and cost-effective. We offer various training on MIL-STD-810H, including MIL-STD-810H training course for engineers, MIL-STD-810H certification online, and hands-on MIL-STD-810H testing workshops. These programs cover the latest revisions to MIL-STD-810H and provide practical guidance on environmental test management, including environmental test sequence development and execution.
GDS Engineering R&D, Inc. provides flexible training options to accommodate diverse needs. Our online training programs offer convenience and accessibility, while our international training programs cater to a global audience. We also provide specialized training, such as the Systems Engineering Training Program, which integrates environmental considerations into the systems engineering process. Our courses are instructor-led, with opportunities for hands-on learning in our accredited lab. We are committed to providing high-quality training that empowers professionals to effectively address environmental effects and environmental considerations throughout the lifecycle of defense equipment.
In response to the challenges posed by COVID-19, GDS Engineering R&D, Inc. has implemented measures to ensure the safety and well-being of our participants. We offer virtual training options and have adapted in-person training to adhere to social distancing guidelines. Our commitment to providing valuable and accessible MIL-STD-810H training remains unwavering, even amidst these challenging times.
Training on MIL-STD-810H Testing: Our online training details are provided. A good training helps your personnel develop better test plans and save time, effort, and money at the project completion.
Systems Engineering training courses provided by GDS Engineering R&D, including MIL-STD-810H, RTCA-DO-160G, MIL-STD-461G, Requirements Management, MIL-STD-704F, and EMI/EMC General Training. Information is provided on this page.
Hermetically Sealed Equipment technology refers to the sealing methods used in the manufacture of electronic, mechanical, and optical components that effectively prevent the ingress of air and water. The term "Hermetic" is derived from the Greek myth of Hermes. It emphasizes the sealing of these components against the environment.
Hermetically sealed equipment test is tested up to what pressure levels?
Hermetically sealed equipment is typically tested to pressure levels that are higher than their intended operating pressures to ensure their integrity and ability to withstand potential stresses. The specific pressure levels used for testing can vary depending on several factors, including:
Industry standards and regulations: Different industries and applications may have specific standards or regulations that dictate the required pressure levels for hermetic seal testing. For example, the aerospace industry may have more stringent requirements compared to consumer electronics.
Design and intended use: The design of the equipment and its intended use also play a role in determining the test pressure levels. Equipment designed for harsh environments or critical applications may be subjected to higher test pressures.
Type of seal: The type of hermetic seal used can also influence the test pressure. Different seal materials and designs have different pressure tolerances.
While the exact pressure levels can vary, here are some general guidelines:
Gross leak testing: This test is used to detect large leaks and is typically performed at pressures ranging from 1 to 5 psi (pounds per square inch) or higher.
Fine leak testing: This test is used to detect smaller leaks and is typically performed at pressures ranging from 15 to 30 psi or higher.
Pressure decay testing: This test measures the rate of pressure decay over time and is typically performed at pressures ranging from 30 to 100 psi or higher.
Proof pressure test:This verifies the structural integrity of the equipment by subjecting it to a high pressure for a specific time.
Common Testing Pressure Levels:
Refrigeration and HVAC systems:
Typically tested at 1.1 to 1.5 times the maximum operating pressure.
For example, a system with a maximum operating pressure of 300 psi might be tested up to 450 psi.
Industrial or process equipment:
Often subjected to hydrostatic or pneumatic pressure tests at levels specified in design codes such as ASME Boiler and Pressure Vessel Code.
Test pressures are generally 1.25 to 1.5 times the design pressure.
Electrical or electronic hermetically sealed devices:
May undergo leak testing using helium or other gases at pressures ranging from a few psi to 500 psi, depending on the sensitivity of the equipment.
Specific Standards and Regulations on the Hermetically Sealed Equipment
To find the exact pressure level for a specific piece of equipment, you'd need to consult its design specifications, relevant industry standards (like MIL-STD-883 for microelectronics), or the manufacturer's documentation. Generally, these tests are conducted according to relevant standards such as ASHRAE, ANSI, ISO, or UL, depending on the industry. Some examples of standards and regulations that specify pressure levels for hermetic seal testing include:
MIL-STD-883:This military standard is widely used for microelectronic devices and includes test methods for hermetic seals.
MIL-STD-202:This military standard covers various environmental tests for electronic and electrical component parts, including hermetic seal tests.
ASTM F2391:This ASTM standard specifies test methods for measuring the hermeticity of electron devices using helium as a tracer gas.
UL 1995 for HVAC systems specifies certain test pressures for hermetically sealed components.
ISO 19900 (general industrial standards) may require pressure tests at specific multipliers of operating conditions.
It's important to consult the relevant standards and regulations for your specific application to determine the appropriate pressure levels for hermetic seal testing.
What type of equipment, devices or parts can be hermetically sealed equipment?
Hermetically sealed equipment, devices, or parts are designed to prevent the ingress or egress of air, moisture, or other contaminants. This ensures the internal environment remains protected and isolated from external conditions. Such sealing is commonly used in various industries, including electronics, medical, refrigeration, aerospace, and more. Below are examples of equipment, devices, and parts that can be hermetically sealed:
Below are examples of equipment, devices, and parts that can be hermetically sealed:
1. Electronics and Semiconductor Components
Integrated Circuits (ICs): Sealed to protect delicate microelectronics from moisture and contaminants.
Sensors: Pressure, temperature, and other sensors used in harsh environments.
Vacuum Tubes: Used in older electronics or specialized applications like high-frequency devices.
Quartz Crystals and Oscillators: Used in time-keeping and signal-processing applications.
MEMS (Microelectromechanical Systems): Such as accelerometers and gyroscopes.
2. Medical and Laboratory Equipment
Pacemakers and Implantable Devices: Protecting electronics from bodily fluids.
Sterile Medical Instruments: For maintaining cleanliness and sterility.
Blood Gas Analyzers: Sealed to maintain accurate gas measurements.
Medical Packaging: Containers for storing sterile medications or instruments.
3. Refrigeration and HVAC Components
Compressors: Used in refrigerators, air conditioners, and industrial cooling systems to prevent refrigerant leakage.
Expansion Valves: To ensure accurate refrigerant flow without contamination.
Refrigerant Lines and Seals: For preventing leaks in cooling systems.
4. Aerospace and Defense Equipment
Avionics: Sealed components to function reliably at high altitudes and in extreme temperatures.
Optical Sensors: Used in satellites or military applications.
Missile Guidance Systems: To ensure reliability in harsh conditions.
Batteries: Protected from atmospheric pressure changes.
5. Industrial and Process Equipment
Vacuum Pumps: Designed to maintain low-pressure environments.
Switchgear and Relays: To prevent electrical arcing and protect internal mechanisms.
Pressure Transducers: Used in industrial monitoring systems.
6. Automotive Parts
Fuel Pumps and Injectors: Protected from fuel contamination.
Electronic Control Units (ECUs): Sealed to prevent water and dirt ingress.
Airbag Sensors: To ensure reliability in all conditions.
7. Optical and Communication Devices
Fiber Optic Connectors: To prevent light loss or contamination.
Cameras: Used in underwater or harsh environments.
Sealed Lenses: To protect sensitive optical components.
8. Batteries and Energy Storage
Lithium-Ion Batteries: Sealed to prevent chemical exposure.
Energy Cells in Space Applications: To function in a vacuum or radiation-heavy environments.
9. Military and Harsh-Environment Equipment
Explosives and Detonators: Sealed for safety and reliability.
Submarine Electronics: For operation under high-pressure conditions.
Radars and Communication Equipment: To prevent malfunction due to environmental exposure.
10. Packaging and Storage Containers
Hermetically Sealed Food Containers: For long-term preservation.
Pharmaceutical Packaging: Ensuring sterility and extended shelf life.
Ammunition Cases: To prevent corrosion and degradation.
RTCA-DO-160G Training
We provide training on the RTCA-DO-160G testing and we include the design tips such as found on this web page.
MIL-STD-810H Training
We provide training on the MIL-STD-810H testing and we include the design tips such as found on this web page during the training with enough coverage and examples for your applications.
Hermetically Sealed Equipment Testing in accordance with MIL-STD-202
Test Method 112 - Seal (Hermeticity) Test:
This test evaluates the hermetic seal of a component, ensuring it prevents moisture or gases from entering.
General Procedure:
Preparation: Clean the component to remove any contaminants.
Tracer Gas Introduction:
The internal cavity may be pressurized with a tracer gas, such as helium.
Leak Detection:
Use a mass spectrometer or other detection methods to measure the leakage rate of the gas escaping the sealed component.
Leak Rate Measurement:
The acceptable leak rate is defined by the specification for the component type.
Leak rates are often expressed in terms of atm·cc/s (atmosphere-cubic centimeters per second).
Test Types:
Fine Leak Test:
For detecting very small leaks using a tracer gas (helium) under vacuum or pressure.
Gross Leak Test:
For identifying larger leaks, often using liquids (e.g., fluorocarbon liquids) or bubble detection methods.
The Importance of EMI Shielding in Enclosure Design for EMI/EMC Compliance
Electromagnetic interference (EMI) shielding is critical in enclosure design to ensure compliance with rigorous standards like RTCA-DO-160G and MIL-STD-461G. These standards govern the electromagnetic compatibility (EMC) of electronic equipment in aviation and military applications, respectively, and require devices to perform reliably in environments with high EMI levels.
Enclosures serve as the first line of defense against EMI, preventing unwanted electromagnetic energy from penetrating or escaping. Proper shielding ensures that internal components are protected from external interference, such as radio frequencies, and prevents emissions from interfering with surrounding equipment. Without effective shielding, devices are likely to fail compliance tests, leading to costly redesigns and delays in product development.
Incorporating EMI shielding materials, such as conductive paints, metal coatings, or gasketed seams, is essential. These materials block or redirect electromagnetic waves, reducing the risk of signal degradation and component malfunction. Key considerations include the material’s conductivity, thickness, and proper sealing of openings like vents and access panels.
Successful compliance with RTCA-DO-160G and MIL-STD-461G not only ensures product reliability but also enhances safety and operational efficiency in demanding environments. A well-designed shielded enclosure is vital for meeting these standards and achieving optimal device performance in aviation and military contexts.
Solutions for EMI Shielding in Enclosure Design for EMI/EMC Compliance
To ensure EMI/EMC compliance, effective shielding solutions must be integrated into enclosure design. Here are the key solutions:
1. Conductive Coatings and Paints
These are applied to non-metallic surfaces, such as plastic enclosures, to create a conductive layer that blocks electromagnetic waves. Common materials include silver, copper, and nickel-based coatings.
2. Metallic Enclosures
Using metals like aluminum or stainless steel for the enclosure itself provides natural shielding. These materials effectively reflect and absorb electromagnetic interference.
3. EMI Gaskets and Seals
Conductive gaskets made from materials like metal mesh or conductive elastomers seal joints and openings to prevent gaps where EMI could penetrate or escape.
4. Shielded Vents and Filters
For enclosures requiring airflow, shielded vents with honeycomb or mesh designs allow air to pass while blocking EMI. Filters on cable penetrations further enhance shielding.
5. Seam Design and Fastening
Overlapping seams, tight tolerances, and conductive fasteners minimize leakage points. Proper grounding ensures continuous conductivity throughout the enclosure.
6. Cable Shielding and Grounding
Shielded cables and proper grounding techniques reduce emissions and susceptibility to external interference.
7. Internal Component Shielding
For sensitive components, internal shielding solutions like metal cans or conductive tapes provide localized protection.
Combining these solutions in enclosure design ensures compliance with standards like RTCA-DO-160G and MIL-STD-461G, guaranteeing reliable performance in high-EMI environments.
A General Information on the EMI/EMC Shielding Paints
EMI/EMC shielding paints are specialized coatings that provide a barrier against electromagnetic interference (EMI) and ensure electromagnetic compatibility (EMC). They are crucial in various industries, including electronics, aerospace, telecommunications, and automotive, where sensitive electronic components need protection from electromagnetic radiation.
These paints work by incorporating conductive fillers, such as silver, copper, nickel, or carbon, into a binder matrix. The conductive fillers create a pathway for electromagnetic energy to be reflected or absorbed, preventing it from disrupting the operation of electronic devices.
Key Properties and Benefits:
Conductivity: Provides effective attenuation of electromagnetic waves.
Shielding Effectiveness: Measured in decibels (dB), indicating the amount of EMI reduction.
Corrosion Resistance: Protects against environmental factors.
Adhesion: Ensures good bonding to various substrates.
Flexibility: Allows for application on complex shapes.
Application Methods: Can be applied by spraying, brushing, or dipping.
Applications:
Electronics Enclosures: Shields electronic devices from external EMI.
Aerospace and Defense: Protects sensitive avionics and communication systems.
Medical Devices: Ensures EMC for patient safety.
Automotive: Shields electronic components in vehicles.
Telecommunications: Protects communication equipment from interference.
Choosing the right EMI/EMC shielding paint depends on factors like:
Shielding effectiveness required
Frequency range of interference
Operating environment
Substrate material
Application method
By effectively mitigating EMI, these paints ensure the reliable operation of electronic devices and systems, prevent data loss, and maintain signal integrity.
Application Examples
Here is some application several examples for EMI EMC shielding:
1. Shielding Enclosures for Electronic Devices
Problem: Electronic devices like laptops, smartphones, and routers emit electromagnetic radiation that can interfere with other devices or be susceptible to external interference.
Solution: EMI/EMC shielding paints are applied to the inside of plastic enclosures housing these devices.This creates a conductive barrier that blocks radiation, ensuring proper functioning and preventing data corruption.
2. Aerospace Applications
Problem: Aircraft avionics and communication systems are highly sensitive to EMI, which can compromise flight safety.
Solution: Shielding paints are used on aircraft panels, cockpit instruments, and communication equipment to protect them from interference caused by lightning strikes, radar signals, and other electromagnetic sources.
3. Medical Devices
Problem: Medical devices like pacemakers, defibrillators, and MRI machines need to operate without interference to ensure patient safety.
Solution: EMI/EMC shielding paints are applied to the casings of these devices to prevent electromagnetic radiation from affecting their performance or causing malfunctions.
4. Automotive Industry
Problem: Modern vehicles are packed with electronic systems that can interfere with each other or be affected by external EMI.
Solution: Shielding paints are used on various components, including engine control units, entertainment systems, and sensors, to prevent electromagnetic interference and ensure reliable operation.
5. Telecommunications Infrastructure
Problem: Cell towers, antennas, and other telecommunications equipment are susceptible to interference from various sources.
Solution: Shielding paints are applied to these structures to minimize interference and maintain signal quality.
6. Secure Facilities
Problem: Sensitive data centers, government buildings, and military installations need protection from electromagnetic espionage and data breaches.
Solution: EMI/EMC shielding paints are applied to walls, ceilings, and floors to create a secure environment that blocks electromagnetic signals from entering or leaving the facility.
7. EMI Shielding Gaskets
Problem: Gaps and seams in electronic enclosures can allow electromagnetic radiation to leak in or out.
Solution: Conductive paints can be used to create EMI gaskets that fill these gaps, providing a continuous conductive seal.
These are just a few examples of how EMI/EMC shielding paints are used across various industries to protect sensitive electronics and ensure electromagnetic compatibility. As technology advances and electronic devices become more prevalent, the importance of these specialized coatings will only continue to grow.
MIL-STD-461G EMI-EMC Training
We provide training on the MIL-STD-461G EMI/EMC testing and we include the design tips such as found on this web page. We include all design tips including electrical design in our training.
RTCA-DO-160G Training
We provide training on the RTCA-DO-160G testing and we include the design tips such as found on this web page. We include all design tips including electrical design in our training for a better EMI shielding, especially for enclosures.
SIRE 2.0 training is designed to prepare vessel operators, crew members, and shore-side personnel for the Ship Inspection Report Programme (SIRE) 2.0, a new risk-based inspection regime introduced by the Oil Companies International Marine Forum (OCIMF).
Here's a breakdown of key aspects of SIRE 2.0 training:
Objectives:
Understanding SIRE 2.0: Familiarize participants with the structure, methodology, and requirements of the updated inspection program. This includes the five stages of inspection (request, validation, preparation, execution, and reporting), the revised VIQ (Vessel Inspection Questionnaire), and the focus on human factors.
Technical Knowledge: Enhance understanding of the technical aspects of vessel operations, including:
Cargo handling and operations
Mooring operations
Engineering systems and maintenance
Navigation and bridge procedures
Safety and emergency procedures
Environmental protection measures
Human Factors: Develop awareness and skills related to human factors in ship operations, such as:
Communication and teamwork
Situational awareness
Decision-making
Fatigue management
Stress management
Leadership and management
Compliance and Best Practices: Ensure participants are well-versed in relevant regulations and industry best practices, including:
SOLAS (Safety of Life at Sea)
MARPOL (International Convention for the Prevention of Pollution from Ships)
STCW (Standards of Training, Certification and Watchkeepingfor Seafarers)
ISGOTT (International Safety Guide for Oil Tankers and Terminals
SIRE 2.0 Training Providers
Several organizations offer SIRE 2.0 training courses, including:
SQLearn: CBT courses covering various aspects of SIRE 2.0.
Anglo-Eastern Maritime Training Centre: A comprehensive SIRE 2.0 training course.
GDS Training Institute: Developer of the Engine Room Simulator. Training offered by Istanbul Technical University Marine Engineering Department's Experts with Chief Engineering and Academic Expertise. Utilization of the GDS Ship Engine Room Simulator (SERS™) for SIRE 2.0 hands-on training. GDS & ITU Experts Team offers this training either ONLINE or FACE-to-FACE at the Istanbul Technical University Simulators Center, Tuzla, Istanbul.
Lloyd's Register: Provides a Tanker Vetting and Inspection (SIRE 2.0) course.
RINA: Offers a Vetting Inspections as per SIRE 2.0 course.
SIRE 2.0 Training Methods
SIRE 2.0 training can be delivered through various methods, including:
Online Courses: Offer flexibility and convenience, allowing participants to learn at their own pace.
Classroom Training: Provides interactive learning experiences and opportunities for group discussions and exercises.
Simulator Training: Allows participants to practice skills and procedures in a safe and controlled environment.
Onboard Training: Provides practical training and assessment in the actual work environment.
Benefits of the SIRE 2.0 Training using Engine Room Simulator
Improved Safety and Environmental Performance: Enhances knowledge and skills to operate vessels safely and efficiently, minimizing risks to personnel, the environment, and cargo.
Reduced Inspection Deficiencies: Prepares vessels and crew for SIRE inspections, reducing the likelihood of findings and non-conformities.
Enhanced Compliance: Ensures compliance with industry standards and regulations, minimizing the risk of penalties and detentions.
Improved Operational Efficiency: Promotes best practices and efficient operations, leading to cost savings and improved productivity.
Increased Competitiveness: Demonstrates commitment to safety and quality, enhancing reputation and competitiveness in the industry.
By investing in SIRE 2.0 training, vessel operators and crew can ensure they are well-prepared for the new inspection regime and contribute to a safer and more sustainable maritime industry.
The Importance of SIRE 2.0 and GDS Ship Engine Room Simulator in Developing Advanced Skills for Onboard Maritime Personnel
The maritime industry has significantly pushed towards technological advancement and stricter safety and operational standards in recent years. As vessels become more sophisticated and regulations evolve, the role of well-trained onboard maritime personnel becomes increasingly essential. In this context, the SIRE 2.0 program and GDS Ship Engine Room Simulator represent pioneering tools designed to equip maritime crews with deep technical skills necessary to meet new demands and improve the safety and efficiency of maritime operations. These tools provide a more immersive and practical learning experience, allowing crew members to understand ship operations and emergency procedures better, thereby enhancing their ability to respond effectively in real-world situations.
Why You Should Choose GDS SERS™ in Your SIRE 2.0 Training Program?
Choosing GDS SERS (Ship Engine Room Simulator) for your SIRE 2.0 training offers several compelling advantages that can significantly enhance the effectiveness of your training program and better prepare your crew for the challenges of the new inspection regime. Here's why:
1. Enhanced Realism and Immersion:
Realistic Engine Room Environment:SERS replicates a realistic engine room environment, complete with authentic equipment, controls, and systems.This immersive experience allows trainees to interact with the machinery and systems they will encounter onboard, fostering a deeper understanding of their operation and functionality.
Real-Time Simulation: SERS simulates real-time engine room operations, including dynamic responses to changes in parameters, equipment malfunctions, and emergency situations.This dynamic simulation enables trainees to develop critical thinking and problem-solving skills in a safe and controlled environment.
2. Comprehensive Training Coverage:
Technical Skills Development:SERS facilitates the development of essential technical skills required for safe and efficient engine room operations.Trainees can practice routine maintenance, troubleshooting, and emergency procedures, gaining confidence and proficiency in their roles.
Human Factors Integration: SERS integrates human factors principles into the training, allowing trainees to experience the impact of communication, teamwork, and decision-making in a simulated engine room environment. This helps them develop crucial non-technical skills essential for SIRE 2.0 compliance.
3. Alignment with SIRE 2.0 Requirements:
Focus on Critical Operations:SERS training scenarios can be customized to focus on critical operations and systems emphasized in SIRE 2.0, such as cargo handling, mooring operations, and emergency response. This targeted training ensures trainees are well-prepared for the specific challenges of the new inspection regime.
Human Factors Assessment:SERS allows for the assessment of human factors performance in a simulated environment, providing valuable insights into crew behavior and decision-making under pressure.This data can be used to identify areas for improvement and enhance crew performance in line with SIRE 2.0 expectations.
4. Cost-Effectiveness and Efficiency:
Reduced Operational Disruption: SERS training can be conducted without disrupting actual vessel operations, minimizing downtime and associated costs. Trainees can practice and develop their skills in a simulated environment without impacting real-world operations.
Optimized Training Delivery:SERS offers flexible training delivery options, including online and on-site training, allowing for customized training programs that meet specific needs and schedules. This flexibility optimizes training efficiency and minimizes disruption to crew schedules.
5. Continuous Improvement and Performance Monitoring:
Performance Tracking and Analysis:SERS provides detailed performance tracking and analysis, allowing trainers to monitor trainee progress, identify areas for improvement, and provide targeted feedback. This data-driven approach ensures continuous improvement in training effectiveness and crew competency.
Adaptability to Future Requirements: SERS can be easily updated to incorporate new technologies, regulations, and industry best practices, ensuring your training program remains relevant and aligned with evolving SIRE requirements.
By choosing GDS SERS for your SIRE 2.0 training, you invest in a comprehensive and effective training solution that enhances crew competency, improves safety performance, and ensures compliance with the latest industry standards.
The “Raising Awareness on Marmara Sea Ballast and Bilge Pollution” project, supported by European Union Projects, draws attention to the environmental threats facing the Marmara Sea and aims to raise awareness among future sailors.
Environmental pollution caused by ballast and bilge water wastes originating from ships poses a serious threat to the Marmara Sea ecosystem. Although MARPOL and IMO Environmental Pollution rules aim to prevent this pollution, human factors and a lack of awareness can cause problems to continue.
At this point, the MarBalast Project was carried out under the consultancy of Assoc. Prof. Dr. Ismail Cicek aims to raise awareness through training for maritime students. Within the scope of the “Raising Awareness on Marmara Sea Ballast and Bilge Pollution” project, supported by European Union initiatives, highlights the environmental threats facing the Marmara Sea and aims to educate future sailors.
Pollution resulting from ship ballast and bilge water waste poses a significant threat to the Marmara Sea ecosystem. Although MARPOL and IMO environmental regulations are designed to prevent this pollution, human factors and a lack of awareness can lead to ongoing issues.
The MarBalast Project, guided by Assoc. Prof. Dr. Ismail Cicek seeks to raise awareness among maritime students through specialized training. As part of this project, the project team will organize conferences and workshops on maritime management and the importance of pollution prevention at various maritime faculties and high schools across Turkey.The project will last eight months and be executed by the Istanbul Technical University Maritime Technologies Club. Through the MarBalast Project, future sailors will learn about environmentally responsible maritime practices and contribute to protecting the Marmara Sea.
The main objectives of the project are:
To inform maritime students about the environmental damage caused by ships.
To emphasize the importance of adhering to international maritime regulations such as MARPOL and IMO.
To raise awareness aimed at minimizing environmental damage stemming from human activities.
To cultivate environmentally conscious generations of future sailors.
The MarBalast Project promises hope for the future of the Marmara Sea!